![65 Years of Innovation and Experience [default]](https://www.robbinstbm.com/wp-content/uploads/2017/04/Side-Bar-Blue-Blocks_70-Years.jpg)
Get the system that allows you to effectively plan cutter changes and track cutter wear on hard rock TBMs. Robbins’ patented Remote Cutter Monitoring System, known as SmartCutter, minimizes TBM downtime and maximizes your excavation potential, all from a touch screen in the operator’s cab.
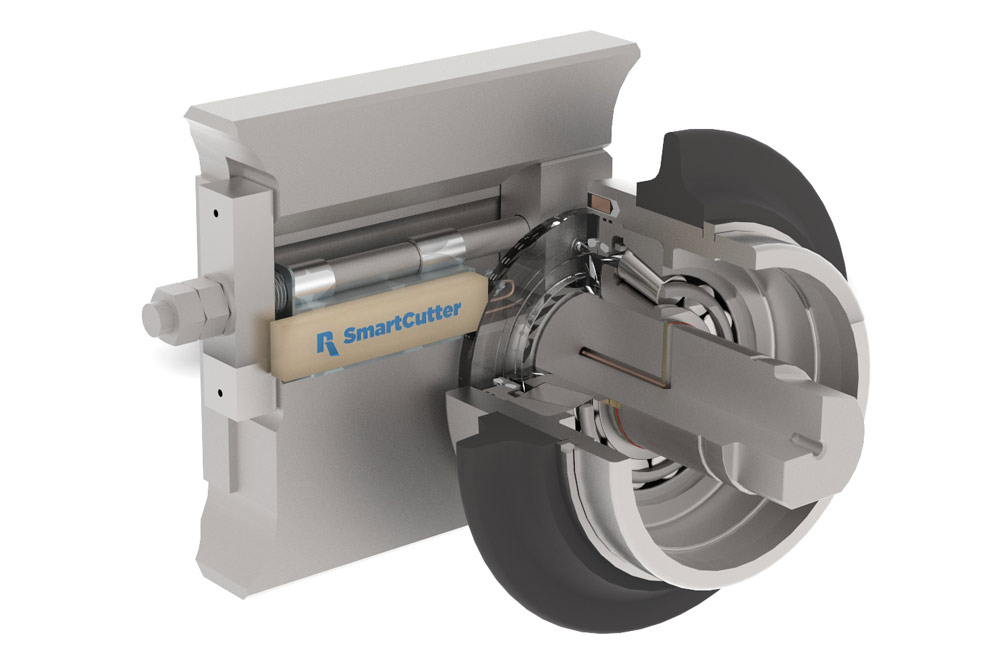
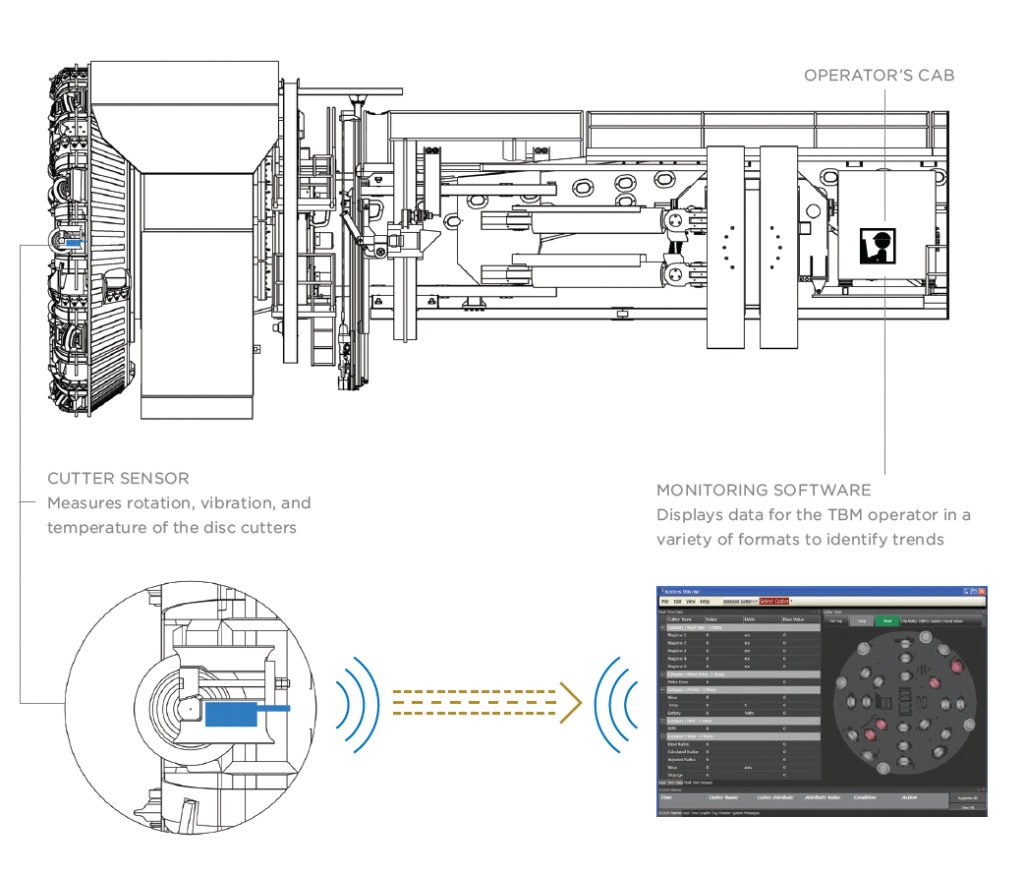
SmartCutter is just that—a system that lets you monitor your disc cutter wear intelligently using a remote signal that feeds into software in the operator’s cab. Sensors in each cutter housing pick up vibration, temperature, and rotation signals to give the operator a clear picture of cutter wear.
Robbins cutter engineers developed an electronic sensor that mounts onto each cutter wedge bolt. Measurement devices on the current generation of sensors include rotational sensors, temperature sensors and accelerometers.
A data receiver is mounted in a protective housing and installed near the cutterhead. The receiver detects and processes the transmissions from each cutter sensor. The receiver then transmits the data to the operator’s display computer. In open face mining, radio is typically used for transmission. In closed face mining where ground conditions limit radio communication, a cable connection can be used.
The operator-friendly display on the main TBM screen shows specific cutter positions and their operational parameters. All cutter locations are shown, and any cutters operating outside a pre-established limit are flagged and alerted with their updated locations to help plan cutter changes.
Detect potential problems early on with the SmartCutter mounted instrumentation package. If an anomalous condition is detected on a cutter, the operator is notified immediately so that proper action can be taken before the issue leads to a failure. Potential anomalies could include a stalled or intermittently turning cutter (rotation hiccups), high vibration shocks, and high temperatures.
A non-rolling cutter can indicate a problem with the cutter assembly—a serious development requiring immediate attention. A cutter turning only intermittently could be due to uneven wear or a bearing problem, but could also indicate that there are voids in the face of the rock.
High vibration shocks are another condition that can indicate mixed face or blocky conditions, as well as debris in the invert of the tunnel. These shocks are caused by cutters hitting a void in the rock and then coming back into contact with the rock itself. Accelerometer data has the potential to be used to detect geology in front of the cutterhead.
High temperatures are an anomaly that may indicate a problem with a single cutter. High temperatures can influence cutter lubrication behavior and cause bearing failure. If temperatures pass specified limits, the machine can be stopped for cutter inspections before any failure occurs.
TBMs are very solidly supported in the tunnel while boring, so it can be difficult to judge the efficiency of the rock fracturing process by machine reactions alone. Observations of rock chip formation can help indicate how well the cutters are performing, but they don’t provide the complete picture.
By receiving real-time information about the cutting environment, the machine operator can be alerted to any anomalous situations and adjust both the cutterhead RPM and machine thrust accordingly, achieving the ideal operational setup.
Disc ring wear is the most common reason for replacing cutters. Maintenance crews spend a portion of each shift in the cutterhead or in front of the machine measuring the wear on each cutter.
When real-time cutter rotational speed data is available, the diameter of the cutter’s disc ring can be calculated—a great benefit in planning and reducing inspections. Fewer cutter inspections means less downtime in your schedule.
Join the Revolution in Disc Cutters:
Robbins designs cutter monitoring systems to fit your specific machine and project, taking into account the tunnel logistics, machine and cutterhead design, expected geology, and many other factors. When you contact Robbins, we review your project specifications to determine the best plan for your project.
Whether you are in the planning phase of tunnel construction or about to bid on a project, our engineers can help you identify the best solution to achieve your objectives. For more information, complete our online inquiry form or contact your nearest Robbins location.
 Close
Close  Menu
Menu 