 Close
Close  Menu
Menu 
Category: News
Entries that appear on the news page.
Robbins Double Shield Sets Record in Nepal
In the southern Himalayan mountains of Nepal, a Robbins Double Shield TBM has crossed into new territory. At the end of June 2023, the machine turned in an impressive advance rate of 1,224.13 m in one month – a record for Himalayan geology and believed to be a TBM record within the Indian Subcontinent. Launched in October 2022, the 6.4 m diameter machine has been boring the 13.3 km headrace tunnel for the Sunkoshi Marin Diversion Multipurpose Project (SMDMP).
At the end of June 2023, a 6.4 m diameter Robbins Double Shield TBM achieved an impressive advance rate of 1,224.13 m in one month.
Multiple factors played into the successful result. “Proper TBM selection for the existing subsurface is the key reason for success. The Double Shield is the most logical TBM type and has played a major role in this successful journey. Operation, maintenance, and an experienced, dedicated team are additional factors,” said Mitra Baral, Project Director of SMDMP under the Department of Water Resources and Irrigation, part of Nepal’s Ministry of Energy, Water Resources & Irrigation.
Contractor Covec/B-2 echoed those sentiments: “The designed adaptation of the TBM & backup provided by Robbins is verified to be scientific and good under the geology, which are Siwalik stratum and the lower Himalayan zone–both quite complex and variable. The performance of the equipment is generally stable,” said Covec/B-2’s Project Manager, Mr. Liu Feng Fan.
Contractor B-2/COVEC (China Overseas Engineering Group Co. Ltd and China Railway No. 2 Engineering Group Co Ltd) have navigated the Robbins TBM through two major fault zones with challenging and varied conditions ranging from highly jointed mudstone, sandstone and conglomerate to quartzite, granite, and more.
The record result is all the more impressive considering the adversity the machine has overcome to date. Approximately 2,156 m into the excavation the machine became stuck in jointed sedimentary rock, requiring nine days of intensive work and a bypass tunnel to free it. As the machine progressed to more than 4 km in, the geology changed to dolomite, slate, schist, quartzite and phyllite. The machine became stuck a second time 4,669 m in due to collapsing and squeezing ground, requiring a further 27 days of work to release it.
Despite the challenges early on, the machine and its experienced crew have persevered. Currently the TBM is more than 8.3 km into the tunnel and boring in high strength granite, having passed through the two major fault zones predicted on the tunnel alignment. “Timely support from Robbins has made for a good relationship and teamwork. It has been quite important for the success of our project,” said Mr. Liu.
Prajwal Man Shrestha, General Manager of Robbins Nepal, emphasized that the successful results thus far are a milestone for the use of TBM tunneling in the country: “There are now private sector hydropower developers considering the use of a TBM for their project instead of the conventional D&B method. Very soon we may see that most tunnels longer than 6 or 7 km will be exploring the possibility of using TBMs on their project.”
As for the future of tunneling in Nepal, Mr. Baral is positive it will continue to grow and evolve: “Many TBM projects could be planned for many different areas. Taking into consideration that Nepal is a mountainous country with complex geology, tunnels are indispensable not only for irrigation and hydropower but also roads, railways, water supply, and even metro lines in the cities.”
Final Breakthrough at Bahçe-Nurdaği Railway
In June 2023, a resilient 8.0 m diameter Robbins Single Shield TBM completed its second tunnel at Turkey’s Bahçe-Nurdaği Railway. The machine completed 9.6 km of tunneling, adding on to the 9.2 km it completed in its initial railway tunnel in 2020 – for a total of more than 18 km bored.

The Robbins TBM completed 9.6 km of tunneling, adding on to the 9.2 km it completed in its initial railway tunnel in 2020 (pictured) – for a total of more than 18 km bored.
“We are very proud to complete this tunnel in difficult rock formations with our excellent team by utilizing an extremely powerful and strong Robbins Single Shield TBM,” said Deniz Şahin, TBM Chief for contractor İntekar Yapı Turizm Elektrik İnşaat San. ve Tic. Ltd. Şti.
Geology in the second tunnel was comparable to the first, including incredibly hard and abrasive metasandstone with quartz, with an average of 220 MPa (31,900 psi) UCS and a Cerchar abrasion value of 3.87. The rock has some of the most extreme hardness and abrasiveness ever measured in Turkey.
After its first bore in the difficult ground, the machine required some inspection and repairs. “Robbins Field Service was always available when we requested,” said Şahin. “The biggest repairs we undertook with Robbins Field Service technicians were the main bearing seal change and checking and repairing of the TBM before launching it on the twin tunnel after the completion of the first tunnel. Both operations were completed in a short time due to good planning with Robbins technicians.”
The machine began its second bore in February 2021, achieving a best monthly advance rate of 411 m. “During tunneling we performed a normal maintenance program as given in the TBM manual, and the machine had minimum downtime, which shows the durability of Robbins TBM in very hard and abrasive rock,” said Şahin.
The Robbins Single Shield TBM was designed to bore in incredibly hard and abrasive geology including metasandstone with quartz – some of the hardest rock ever encountered by a TBM in Turkey.
“The Robbins TBM has performed extremely well in this project with minimal downtime and good advance rates to complete the longest twin tube railway tunnels in Turkey,” said Yunus Alpagut, Robbins representative in Turkey.
The twin rail tunnels, for owner Turkish State Railways Directorate (TCDD), will provide an economic boost to a region recovering from two consecutively devastating earthquakes with magnitudes of 7.8 and 7.6 that occurred in February 2023. The project site is located very close to the intersection of two large active fault zones, the East Anatolian Fault (EAF) and Dead Sea Fault (DSF). The tunnels were inspected after the event and were found to have sustained only minor cracking in a few segments. The new rail line will provide service between the towns of Bahçe and Nurdağı, and is part of the TCDD’s plan to overhaul the railway connection in southeastern Turkey by providing a shorter, faster route in one of the country’s busiest railway corridors.
Robbins Double Shield Launches in Nepal

Since the Robbins TBM’s launch, it has bored over 500 m, with a best week of 224.6 m, and a best day of 36.6 m.
In October 2022, China Overseas Engineering Group Co. Ltd and China Railway No. 2 Engineering Group Co Ltd launched a 6.4 m diameter Robbins Double Shield TBM. The TBM is boring the 13.1 km headrace tunnel for the Sunkoshi Marin Diversion Multipurpose Project (SMDMP) located in southern Nepal. The tunnel is connected to a new 28.6 MW surface powerhouse on the Marin River to alleviate the shortage of power supply in the area. It will also be used for farmland irrigation in the districts of Dhanusha, Mahottari, Sarlahi, Rauthat and Bara in the Terai Plain, diverting water from the Sunkoshi River to the Marin River. Since the TBM’s launch, it has bored over 500 m, with a best week of 224.6 m, and a best day of 36.6 m.
The headrace tunnel is being bored through granitic rock with maximum overburden of 1,320 m. Geological conditions may include squeezing ground, fault zones, and water inflows. In particular, a major fault zone is located approximately 4 km into the tunnel at Dhanamana Khola. The machine was customized for the conditions, explains Mr. Liu Fengfan, Project Manager for contractor B-2/COVEC: “The TBM shield is a tapered design to reduce the risk of becoming stuck in squeezing ground; there is an enclosed cutterhead design to reduce the collapse of surrounding rock as well. The TBM has overcut capabilities, and a high thrust. It has also been designed to be equipped with an extra high torque cutterhead drive, as well as strong auxiliary thrust to be used in squeezing ground or weak fault zones to keep the machine from becoming stuck.”

The Robbins Double Shield is engineered for ground conditions including granitic rock with sections of squeezing ground and fault zones with potential water inflows.
As for the major fault zone, to be reached in approximately June 2023, and other zones of concern, Mr. Liu’s plan is well-thought-out: “We have prepared the advance geology forecast along with technical measures and equipment to cope with the extraordinary geological conditions. These include advance drainage holes, pre-excavation grouting (both ordinary and chemical), and other methods based on our experience. When we reach the major fault zone at Dhanamana Khola we will go slow, with more probe drilling while in the fault zone.”
The tunnel is the machine’s second: on its 12.2km first tunnel (the Bheri Babai Diversion Multipurpose Project/BBDMP), the TBM finished nearly one year early and achieved 1,202 m advance in one month. “The Robbins TBM at BBDMP successfully broke through the 12.2 km tunnel and overcame extraordinary geological conditions especially in fault zones. Its stable and excellent performance and function have been verified very well. We have much confidence in the TBM to be used in SMDMP,” said Mr. Liu.
Landmark Breakthrough for Robbins TBM ‘Big Tex’

The Robbins Main Beam TBM, dubbed ‘Big Tex’, broke through on July 25, 2022 in Dallas, Texas, USA.
On July 25, 2022, a crowd gathered as a large Robbins Main Beam TBM, dubbed ‘Big Tex’, broke through in Dallas, Texas, USA. The machine and its continuous conveyor system, for the Mill Creek Drainage Relief Tunnel, successfully bored 8 km (5 mi) in chalk and shale at up to 498 m (1,634 ft) advance in one month. “I think when you step back and look at what was accomplished by this team as whole…the overall length and size of this tunnel, the TBM conversion, the everyday grind to keep moving forward…it truly is something to be proud of, professionally and personally. No single individual could reach this milestone. It took a great team of skilled individuals. I am fortunate to be a part of it,” said Nick Jencopale, Sr. Project Manager for contractor JV Southland/Mole.
Good advance rates were not the only cause for celebration: the unique project required a planned in-tunnel diameter change of the TBM from its original 11.6 m (38 ft) to a more compact 9.9 m (32.5 ft). The first-of-its-kind conversion process was undertaken 2.8 km (1.7 mi) into the bore and was not done inside a shaft or pre-excavated portal. “The TBM conversion was a unique challenge that we were excited about, and ultimately provided a more efficient method for the desired product compared to the alternative options. Hopefully the successful conversion proved that this option can be considered for future tunnel projects,” said Jencopale.
While there were many detailed steps to the conversion process, precision design of the machine was a key aspect. “We started with a smaller machine, then we made a kit or second skin that was slightly larger. And then when the time came, we just took that skin off. It was essentially that simple,” said Evan Brinkerhoff, Robbins Field Service Manager. The conversion took about four months and was completed in April 2021.

A crowd gathers as the Robbins TBM breaks through into a shaft at the Mill Creek Drainage Relief Tunnel in Dallas, Texas, USA.
“The Robbins Main Beam TBM (‘Big Tex’) performed consistently throughout the duration of the tunnel excavation. There were very minor issues and little overall downtime as a result of the TBM itself,” said Jencopale. Due to the relatively favorable ground conditions in much of the tunnel, including low rock strength and low abrasivity, only eight disc cutters were changed during the length of tunnel bored at the larger diameter. At the time of diameter change the full dress of cutters was changed, and since that change only 14 cutters have needed replacing. Crews did encounter some fault zones, and installed rock bolts and wire mesh in the tunnel crown as needed.
With the TBM-driven portion of the tunnel now complete, work can commence to remove the machine from the tunnel and install a final lining. The tunnel is a designated critical infrastructure project for the City of Dallas, providing 100-year flood protection for areas of East Dallas that have experienced severe flooding in the past. Construction work is expected to be complete in late 2024/early 2025.
Robbins TBM takes on Karstic Limestone below St. Louis
The Robbins Main Beam is boring well so far, advancing 21 m (70 ft) in its first two shifts after launch.
In Spring 2022, a specialized Robbins 4.1 m (13.5 ft) diameter Main Beam TBM launched in St. Louis, Missouri, USA, to complete a critical infrastructure tunnel for contractor SAK Construction. The machine, named “Mrs. Vera”, is boring Phase 2 of the Jefferson Barracks tunnel, a 3,050 m (10,000 ft) long tunnel in karstic limestone. Designed to detect karst and other underground features, the unique machine comes equipped with enhanced 360-degree probe drilling capabilities, as well as versatile ground support options including McNally crown support, wire mesh, ring beam erector and roof drills.
“The overall design of the machine is a good fit for our project, not only for the mining aspect but also for the capability to run two probe drills in multiple locations around the TBM,” said Brotherman Bragg, Project Superintendent for SAK Construction. “The challenges I anticipate during tunneling are mostly related to ground conditions. The area that we are tunneling in has a potential for karst features. The probe drills are our lifeline and with the two probe drills on the machine, I believe that we will find out what’s in front of us before we get there, giving us the ability to take care of potential problems.”
During Phase 1 of Jefferson Barracks, a rebuilt 3.35 m (11.0 ft) diameter Robbins Main Beam TBM hit challenging conditions about 2,400 m (7,900 ft) into tunneling. The machine encountered a large vertical feature along with flowing and unstable ground that required the TBM to remain in place. While various options including ground freezing were considered, they were ultimately deemed infeasible.
A 62 m (205 ft) deep recovery shaft and 60 m (200 ft) long adit were built to stabilize the area and remove the machine in what would be an intensive and ultimately successful undertaking. After recovery of the machine, SAK Construction turned to Robbins for a solution to bore the remaining tunnel in what would become Phase 2 of the project.
SAK and Robbins agreed to do extensive in-shop testing of the new, larger TBM to ensure there would be no unnecessary delays on site. The TBM was ultimately delivered a couple months late due to both COVID-related matters and the additional in-shop testing. SAK operational personnel and Robbins personnel were heavily involved in final assembly and testing procedures.
After arriving in St. Louis, the TBM was swiftly assembled and launched from the recovery shaft. “The Robbins Field Service techs have been excellent in their support, helping us assemble the machine, and troubleshoot the machine. Our challenges during the assembly and launch from the shaft were minimal – this is the fastest and most efficient assembly we’ve ever had on a machine. We assembled the TBM in four weeks, which was a huge hurdle,” said Bragg.

Designed to detect karst and other underground features, the unique machine comes equipped with enhanced 360-degree probe drilling capabilities, as well as versatile ground support options.
“The overall design [of the TBM] is very functional and thus far in the early stages it seems to be mining very well,” continued Bragg. “So far, I’m very pleased with the machine and with the technicians.” Early indications were good, with the machine advancing 21 m (70 ft) in its first two shifts after launch.
The Jefferson Barracks project is a key component of MSD Project Clear, a massive USD $6 billion program undertaken by the Metropolitan St. Louis Water District to target water quality and wastewater concerns in the city and surrounding areas. The 5,400 m (17,800 ft) long, 2 m (7 ft) internal diameter Jefferson Barracks tunnel runs parallel to the Mississippi River and extends to the Lemay Wastewater Treatment Plant located at the confluence of the River des Peres and the Mississippi. The tunnel is slated for completion in Autumn 2023.
Robbins Main Beam Triumphs on Challenging China Drive
The Robbins TBM and experienced crew were able to overcome difficult conditions including severe water inflows, abrasive rock with a maximum quartz content of 92.6%, high energy rock bursts, and more.
The breakthrough of an 8 m (26.2 ft) diameter Robbins Main Beam TBM at China’s Yin Han Ji Wei project is not only a cause for celebration, but also a triumph of technology and perseverance. The machine overcame 17.5 km (10.9 mi) of tunnel in some of the most difficult geology ever encountered, breaking through in the first quarter of 2022. The water diversion tunnel traverses the Qinling Mountains of Shaanxi Province, with up to 2,000 m (1.2 mi) of cover.
“Every day was full of challenges. We are most proud of our teamwork and unyielding spirit,” said a representative for tunnel contractor China Railway Tunnel Group (CRTG). The ground, consisting of mainly quartzite and granite, was estimated to have a rock hardness of between 107 and 309 MPa (15,500 to 45,000 psi) UCS, with high abrasivity and a maximum quartz content of 92.6%.
“This was in my opinion the most challenging project ever completed by TBMs, and it proves TBMs are up to overcoming even the most difficult conditions. I have great respect for the CRTG crews and management, and I thank them for moving TBM technology to a new level,” said Robbins President Lok Home.
During tunneling, crews encountered over 14,000 rock bursts, some with energy as high as 4,080 kJ. “Robbins’ overall equipment performance was excellent from the beginning to the end of breakthrough, and during seven years of excavation. This is despite the super hard rock with high quartz content, strong rock bursts, and substantial water inrushes,” said the CRTG representative.
Water ingress occurred a total of 69 times during the drive, with some inflows extremely high – exceeding 20,000 m3 (700,000 ft3) of water in one day from a single point. In-tunnel ambient temperatures peaked at 40 degrees Celsius and 90% humidity.

During tunneling, crews encountered over 14,000 rock bursts, some with energy as high as 4,080 kJ.
Throughout the challenges, the crew found ways to persevere. Rock bursting was controlled using steel slats in conjunction with the McNally crown support system, while zones of stress were predicted using a micro-seismic monitoring system. The micro-seismic system records rock stresses in a borehole 20 m (65 ft) ahead of the face and predicts the potential for rock bursting following comparative analysis with similar rockburst data from other projects, as well as from nearby sections of tunnel in the Qinling Mountains.
Water ingress was controlled by dramatically increasing pumping capacity in the tunnel to 41,000 m3 (1.4 million ft3) per day. Systematic probing ahead of the TBM was also used to detect water, as well as rock bursting. When ingress exceeded 70 percent of the in-tunnel pumping capacity, crews then carried out grout injections.
The abrasive, hard rock was another challenge, addressed by Robbins through the use of Extra Heavy Duty (XHD) 20-inch disc cutters that showed long cutter life and lower wear compared to standard 20-inch discs. The crew also optimized TBM operation with at times lower production rates where needed. “Especially with such a huge challenge, a strong cutterhead is required to ensure production. The quality of Robbins’ cutterhead has been proven. The cutterhead can still work properly after the tunnel breakthrough,” said the CRTG representative.
With TBM tunneling complete, the route will become part of two other sections of an altogether 82 km (51 mi) long tunnel that will link up the Hanjiang and Weihe Rivers in Shaanxi province. The completed tunnel, for owner Hanjiang-to-Weihe River Valley Water Diversion Project Construction Company, will secure a water supply for towns and agricultural areas in Central China, while also generating hydroelectricity.
Robbins Single Shield completes Canada’s Largest Outfall
On March 3, 2022, a 7.95 m (26.1 ft) diameter Robbins Single Shield TBM completed a record-setting run below Lake Ontario. The machine, for the Southland/Astaldi JV, bored 3.5 km (2.2 mi) in sedimentary rock for the Ashbridges Bay Outfall in Toronto, Ontario, Canada.

The 3.5 km (2.2 mi) long Ashbridges Bay Outfall Tunnel is Canada’s largest outfall and connects to 50 risers in Lake Ontario.
The machine launched in March 2021 from an 85 m (280 ft) deep, 16 m (53 ft) diameter shaft and began its bore in predominantly shale, with limestone, siltstone and sandstone. During its excavation, the TBM and its experienced crew bored a city-wide record of 30 rings in one day, or about 47 m (154 ft) of advance. The machine and crew surpassed a previous best day of 21 rings at a project with similar specifications. “We are proud to have completed another successful tunnel with Robbins and greatly appreciate their field service support,” said Joe Savage, Project Manager for Southland.
“This is a wonderful type of geology for our machines. During the entire excavation, a total of 7 cutters were changed. The wear behavior is incredible, between 2 and 5 mm, and everyone is amazed by the cutter performance,” said Alfredo Garrido of Robbins Field Service.
The crew had been operating the machine in two shifts of 12 hours from Monday to Friday. A Robbins continuous conveyor system including vertical conveyor transported muck behind the machine. “Every 25 machine cycles, it was necessary to stop the excavation to probe drill hole in front of the cutterhead to check for possible water. This drilling was done basically every day, stopping the machine for a few hours, but it was very necessary,” said Garrido.
The last kilometer of tunnel, bored below a series of 50 risers under Lake Ontario, was challenging but ultimately successful. “The team really worked together to overcome some tough ground conditions and high water inflows in the tunnel,” said Savage.

The Ashbridges Bay Outfall won accolades from the Tunnelling Association of Canada (TAC) in late 2021 for its all-remote machine acceptance, the first of its kind, enacted due to the Covid-19 pandemic.
The success of the TBM is just one cause for celebration. The project won accolades from the Tunnelling Association of Canada (TAC) in late 2021 for its all-remote machine acceptance enacted due to the Covid-19 pandemic. The machine acceptance, the first of its kind, enabled communication and confirmation between the machine’s assembly location in Mexico, suppliers in the U.S. and those involved in Canada. “It was a challenge for all the people involved due the pandemic travel restrictions; however, due to good planning and communication we were able to go through the Acceptance Test successfully. I think this might become quite common in the near future,” said Robbins Project Manager Javier Alcala.
The completed outfall will connect to the 50 in-lake risers to enable efficient dispersion of treated effluent over a wide area of the lake, making it the largest outfall in the country. The project for the City of Toronto will improve the city’s shoreline and Lake Ontario’s water quality by replacing a 70-year-old existing outfall.
Robbins Crossover holes through in the Andes
A Robbins 4.6 m (15.1 ft) diameter Crossover machine holed through in the Andes Mountains of Chile in the last quarter of 2021. The XRE TBM bored a 3.3 km (2.1 mi) long tunnel for Chile’s Los Condores Hydroelectric Power Project (HEPP) and project owner Enel.

The Robbins Crossover (XRE) TBM bored a 3.3 km (2.1 mi) long tunnel through the Chilean Andes.
A dedicated team, including three Robbins Field Service personnel, guided the machine to breakthrough in conditions including tuff, sandstone, breccia, and conglomerate with sections of high-pressure water inflows. Ground cover reached up to 450 m (nearly 1,500 ft) above the tunnel with rock strengths maxing out at 60 MPa UCS. “Robbins Field Service was an important part of the success of the excavation, evaluating continuous improvements in the machine and correcting faults,” said Ricardo Riveros Puratic, Project Engineer for Enel.
For Riveros Puratic, Crossover machines make sense despite the challenging conditions: “Towards the end, [the TBM] exceeded expectations. Crossover TBMs are suitable for Andean geology of sedimentary and volcanic type, where there is a great range of rock strengths and hydrogeological conditions.” Maximum advance rates topped out at 605.8 m (1,988 ft) in one month and 212.8 m (698.2 ft) in one week.

Despite challenging mixed ground and fault zones, the Robbins TBM achieved advance rates of up to 605.8 m (1,988 ft) in one month.
The Crossover machine featured a heavy duty, centrally mounted screw conveyor for the duration of the drive. The TBM remained in a hard rock configuration with muck chute installed, along with paddles, bucket lips, scrapers and disc cutters on the cutterhead. However, “75% of the excavation was performed using the main drive gearboxes in high torque configuration (EPB or low speed mode). We never physically changed the cutterhead or screw conveyor to EPB mode,” said Omar Alvarez, Robbins field service site manager at Los Condores.
High-pressure ground water inflows were the key challenge of the project. “When we started the excavation, we used dewatering hoses to reduce the water into the cutterhead during the excavation,” said Alvarez. Water pressures rose whenever the TBM stopped, however. “During the segment ring installation, we stopped the water from draining through the rear shield drilling ports and we closed the screw conveyor rear gate. We reached 7+ bar in the cutterhead earth sensors.”
“We bored in places with 5,500+ liters (1,500 gal) /min, making back-fill grout injection behind the concrete segments a challenge. We decided not to use the grout injection through the tail shield ports, but instead injected grout directly through the concrete segment with hoses. This approach was more flexible and reduced the need for reinjections,” said Alvarez.

Robbins Field Service and dedicated crew guided the XRE TBM through challenging conditions including water inflows of 5,500+ liters/min.
With multiple triumphs and lessons learned during tunneling, Alvarez reflected on the breakthrough: “I’m proud to be part of a team that finished a tunnel in the Andes Mountains.” Once brought online, the Los Condores HEPP, located in the mountainous southern Maule region, will have an annual generating capacity of 150 MW.
Robbins Crossover XRE is World’s Fastest TBM over 13 Meters in Diameter

Personnel from contractor Kolin Construction and Robbins celebrate the breakthrough of a Crossover (XRE) TBM after it completed Turkey’s Esme Salihli Railway Tunnel.
In October 2021, the breakthrough of a Robbins Crossover XRE TBM was the cause of much celebration. A team of personnel from Kolin Construction, Turkish State Railways (TCDD), and Robbins field service gathered to watch the breakthrough of the world’s fastest TBM over 13 m (43 ft) in diameter.
The 13.77 m (45.18 ft) XRE TBM set world records three times over, beating its own records in May and June with a set of records over the summer, including a best day of 32.4 m (106 ft), a best week of 178.2 m (584.6 ft), and a best month of 721.8 m (2,368 ft). Launched in March 2021, the machine bored 3.05 km (1.90 mi) on the Esme-Salihli Railway Tunnel as part of the Ankara-İzmir High Speed Railway Project for the TCDD.
“When the strength, force and torque generated by our Crossover TBM are taken into account, we consider it to be a beast. It has performed extremely well in this tunnel,” said Onur Kansu, TBM Manager for project contractor Kolin Construction. He added “We are proud we have accomplished such high performance.”

The Robbins Crossover XRE TBM broke through in October 2021 to much fanfare.
The machine began its bore in altered gneiss, then passed through mélange consisting of gneiss, sandstone, claystone, mudstone, quartz, and silt. By the end of the bore the machine was excavating in mainly mudstone. Core drillings were taken every 200 m prior to boring so the crew felt confident with the geology—just one of several factors that contributed to the record rates. “A proper geological analysis, choosing the right TBM, a professional crew and a contractor who believes that they can break records are all key,” said Kansu. “Scheduled maintenance periods, an expert team, availability of sufficient spare parts, and good logistics also made it possible for us to reach our targeted advance rates.”
The project is particularly important for the Turkish tunneling industry, showing what is possible at larger TBM diameters. “We have disproved the idea that it is difficult to reach high advance rates while boring in EPB mode with large diameter TBMs. Crossover TBMs enable us to find quick solutions in changing ground, so we believe they will be the preference for future projects,” said Kansu.
With tunnel excavation finished, work will continue on the 508 km (316 mi) line that will connect Polatlı in Ankara Province to Izmir, the third most populous city in Turkey. Once complete, the Ankara-İzmir High Speed Railway will be the longest rail line in the country, conveying passengers at top speeds of 250 km/h (160 mph) in a railway journey of about 3.5 hours.
Robbins develops Rectangular Rock Mining Machine for Flat Invert
Robbins’ latest innovation is making good headway on a non-circular tunnel excavation in hard rock. The rectangular TBM, known as the MDM5000 (standing for Mine Development Machine with dimensions of 5.0 m x 4.5 m) is capable of excavating a flat tunnel invert for immediate use by rubber-tired vehicles. Employed by Mexico’s oldest silver mine, Fresnillo Plc, the MDM5000 is boring a mine access tunnel in andesite and shale with quartz intrusions that has defied earlier attempts using roadheaders. The successful operation is the result of extensive discussions between Robbins, who designed and supplied the machine, with TOPO machinery and Fresnillo Plc. View the video of the machine in action here.
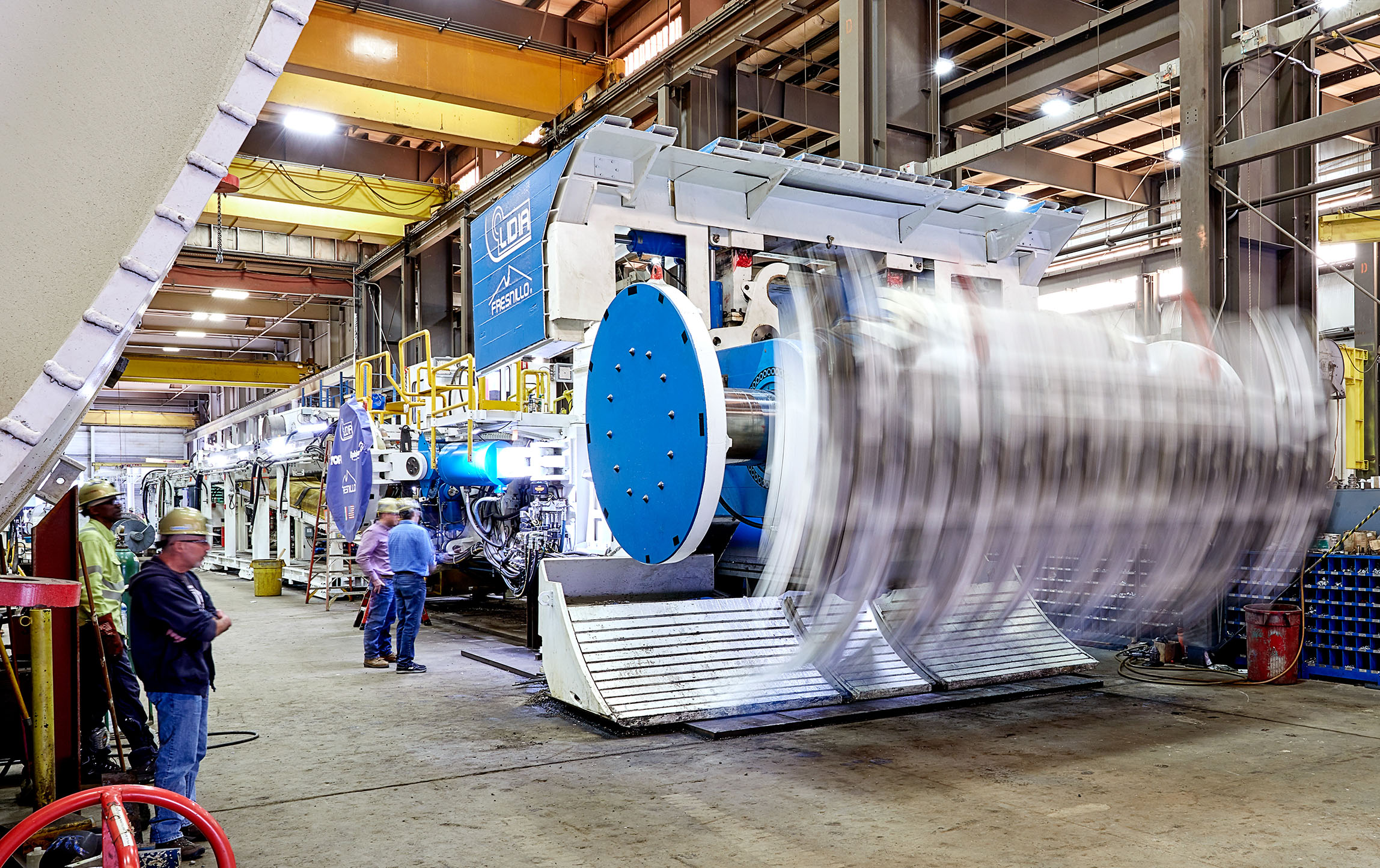
Developed by Robbins for use in rock up to 200 MPa UCS, the MDM5000 excavates with a reciprocating cutterhead and swinging cutterhead motion to create a rectangular cross section tunnel.
“We decided to work with Robbins for their experience. A lot of people have tried to provide these kinds of machines but nobody has done it. Robbins used their experience and their skills to provide us with a rectangular profile machine,” said Fidel Morin, Projects Superintendent for Fresnillo Mine.
The technology is not only useful for the mining industry, but also for many applications in civil tunneling. While other machines have been developed for soft ground, the MDM5000 represents the first successful foray into rectangular hard rock tunneling. “We’re very pleased to add non-circular tunneling to our wheelhouse of solutions that continues to include TBMs, conveyors, cutters, and more. We see applications for the MDM wherever a rectangular profile is needed, such as train tunnels requiring a flat invert. In a traditional circular tunnel, the invert is filled or an invert segment is needed, but with the MDM 30% less rock is required to be removed from the profile,” said Robbins President Lok Home.
With more than 1,700 m of advance thus far at rates up to 52 m in one week and 191 m in one month, the MDM is significantly faster than drill & blast excavation. “We’re making history. Fresnillo is always looking for new technology, and we believe that the usage of the MDM5000 is going to be something extremely successful, not only for our company but also for the industry,” said Morin.
The MDM5000 has undergone major component enhancements during the course of its successful bore at Fresnillo mine. It was first transported to the -695 m level of the mine and underwent final assembly and launch in a cavern, where sections of the MDM were moved by crawlers and pieces were lifted by hoist. The machine is now boring a 270-degree spiral to end above the original tunnel. It will then be backed up to the original tunnel and continue driving straight ahead.

The MDM5000 is particularly useful wherever a rectangular profile is needed, such as train tunnels requiring a flat invert. The rectangular profile requires 30% less rock to be removed as compared with a circular cross section. Photo credit: Fresnillo Plc
Developed for use in rock up to 200 MPa UCS, the MDM5000 utilizes disc cutter technology proven on traditional, circular TBMs. During excavation a reciprocating cutterhead and swinging cutterhead motion create a rectangular cross section tunnel.
The MDM offers a number of advantages over drill and blast. MDM tunneling has advance rates roughly twice those of a drill and blast heading, and results in smooth tunnel walls, less overbreak, and minimized ground support. The increased advance rates are partly due to the machine’s continuous progress, unlike drill and blast operations where crews must exit the tunnel during blasting for safety. In addition, simultaneous ground support installation further increases overall advance rates compared with drill and blast operations that must install ground support sequentially.
View the machine boring at Fresnillo mine: https://youtu.be/mgFopWaf220