 Close
Close  Menu
Menu 
Year: 2019
MINExpo
Event Name: MINExpo International
Dates: September 28-30, 2020
Location: Las Vegas, NV, USA
The Robbins Company hopes to see you at MINExpo International in Las Vegas, NV, USA from September 28-30. This exciting show only happens once every four years! Stay tuned for more information on what you can expect to see from Robbins at the show.
WTC 2020 Online
Event Name: World Tunnel Congress (WTC)
Dates: September 11-17
Location: Kuala Lumpur, Malaysia
Booth: G17
World Tunnel Congress (WTC) 2020 will be held online from September 11-17 by the IEM in Kuala Lumpur, Malaysia. Sign up to hear our talks on subjects including karst tunneling in France, mountainous excavation in Nepal, and dealing with high water pressure in Turkey. Stop by our booth, which will be staffed with experts from worldwide locations in the U.S., Germany and India 24 hours a day. Our paper authors will also be at the booth and ready to answer your questions on any of our informative recorded talks that will be at the show:
TBM Excavation in Himalayan Geology: Over 1,200 Meters per Month at the Bheri Babai Diversion Multipurpose Project presented by Brad Grothen and Missy Isaman
Overcoming Multiple Caverns: Successful TBM Tunneling in Karst Geology at Galerie des Janots presented by Detlef Jordan
Tunneling through 48 Fault Zones and High Water Pressures on Turkey’s Gerede Water Transmission Tunnel presented by Doug Harding
NAT 2020 Virtual Conference
Event Name: North American Tunneling Conference
Dates: June 8-12, 2020
Website: http://virtual.natconference.com/#slider
You can still learn about the latest industry trends and projects at the UCA of SME’s NAT virtual conference. Listen online to talks each day and peruse the virtual trade show, where you can stop by our Robbins booth to download white papers and recent press releases, or contact our knowledgeable sales staff.
NASTT 2020
Event Name: NASTT No-Dig Show
Dates: April 5-9, 2020
Location: Denver, CO, USA
Venue: Colorado Convention Center
The Robbins Company is looking forward to seeing you in Denver, Colorado for NASTT’s No-Dig 2020. From April 5-9, visit booth 933 during exhibit hours to discover how renting or owning a Robbins Small Boring Unit (SBU) can save you time and money on your next boring project.
Two Robbins Crossover TBMs to Bore Second Severomuysky Tunnel
In 1979, a 4.56 m diameter Robbins Double Shield TBM was delivered to bore the Severomuysky Service Tunnel, a 15.3 km long railway through the remote mountains of Siberia. Now, 40 years after the original machine was delivered, Robbins is returning to the role. Two 10.37 m diameter Crossover (XRE) TBMs will bore the second Severomuysky Tunnel, clocking in at 15.5 km long and running through mixed ground and fault zones. The new rail line is needed due to limitations on carrying capacity on the current Baikal-Amur Mainline (BAM) railway through the area. Currently 16 million tonnes of cargo are carried through the existing Severomuysky tunnel but the Russian Government wants to increase cargo carrying capacity by more than six times in the region.
The largest global anthracite producer, Sibanthracite Group, is taking on the tunnel construction with management by VostokCoal Management Company. The companies, owned by Dmitry Bosov, aim to increase coal transport by up to 100 million tonnes per year through the addition of the second tunnel. “Robbins has established itself on the market as the best manufacturer of hard rock machines, which are able to provide the maximum penetration rate in hard rock. This is one of the determining factors in connection with the tight deadlines for the implementation of our project. Also, Robbins is the only manufacturer to build the Crossover TBM,” said a representative of Sibanthracite Group. Other aspects of the supply include a continuous conveyor for muck removal, rolling stock, spare parts, and cutting tools.
Sibanthracite Group chose Crossover technology for a number of reasons, geology being chief among them. “A Crossover type tunnel boring machine was selected for tunneling due to the fact that the construction of the tunnel will be carried out in difficult heterogeneous geological conditions (from unstable waterlogged soils to hard rock). The Crossover is able to operate in two modes: Open mode, used while boring in hard rock formations, and closed mode (with earth pressure balance), used when boring in unstable water-logged soils,” said the Sibanthracite representative.
The lessons learned during the first Severomuysky tunnel—the importance of probe drilling, consolidation grouting, and preventing a shielded machine from becoming stuck in fault zones or squeezing ground—are all part of the Crossover TBM solution. “I was a young engineer working at Robbins when the Double Shield TBM was delivered for the first tunnel, so it is a special honor to bring this new technology to the second Severomuysky Tunnel in Siberia,” said Robbins President Lok Home. “Per the contract Robbins is supplying Crossover TBMs for the new parallel rail tunnel—these machines are made to bore in highly variable ground conditions while maintaining good advance rates. With our latest technology we hope to again prove TBMs are the better choice over Drill and Blast when difficult ground conditions are to be encountered.”
The machines will be designed for varying water pressures, ranging from 5 to 20 bar. They will feature Water Inflow Control, a system that seals off the face and periphery and creates a safe working environment in which to dewater and consolidate ground. The machines will feature probe drill ports and capabilities for 360-degree probe drilling and grouting ahead of the excavation face, while the Robbins Torque-Shift System will enable the machines to bore through collapsing ground and other situations that demand high torque. The machines will also be designed with a belt conveyor in hard rock mode that can be switched out with a screw conveyor when crossing into soft ground.
Crews will bore through the Severomuysky Ridge, a mountain range in Buryatia and part of the Stanovoy Highlands, which separates the basins of the Upper Angara and Muya Rivers. “The second Severomuysky tunnel is located in one of the most geologically active areas of our planet—on the north-eastern flank of the Baikal rift zone. The region is characterized by high seismic activity, difficult geological and hydrogeological conditions against the backdrop of a harsh climate (the summer period lasts only 80-100 days, temperatures from + 39°C in summer to -58°C in winter). The construction work on the portals is complicated by the presence of permafrost as well,” said the Sibanthracite representative. Construction of the new tunnel is expected to begin in 2020 and take five years.
Rescuing & Refurbishing TBMs
TBM maintenance: it’s one of the most important factors predicting project success, but it is often treated with less importance than it deserves. Experience shows, however, that maintenance plays just as much a part in the excavation rates as the proper TBM design. Regular maintenance can keep future rebuild costs low and keep equipment efficiency high while maximizing advance rates. Conversely, a lack of maintenance, improper operation, and/or severe ground conditions can result in undue wear and slow advance rates. In a worst-case scenario, it can even require rescuing and refurbishing of a TBM.
In this 40-minute complimentary webinar, Robbins Sales Manager Europe Detlef Jordan and iPS Tunnel Manager Barrie Willis will discuss case studies of both optimal and suboptimal maintenance and operation of TBMs. Suboptimal examples will be discussed where TBM maintenance was insufficient and required rescuing of the machine once it became stuck or immobile. Optimal case studies will form a guideline for recommended machine maintenance to prevent the substantial damage that can occur. Rebuild strategies for recovered TBMs in various adverse conditions will also be discussed.
Watch the Recording
Compact TBM bores longest Rock Tunnel at 2.46 m Diameter
In August 2019, a small diameter Double Shield TBM made a big impact. The 2.46 m (8.07 ft) diameter Robbins machine completed 3,475 m (11,400 ft) of boring with no intermediate access, making it the longest rock tunnel ever bored by a Double Shield TBM under 2.5 m (8.2 ft) in diameter.
The machine completed the Parmer Lane Wastewater Interceptor in Austin, Texas, USA for contractor S.J. Louis Construction. Despite obstacles including two tight curves of 150 m (500 ft) radius and unexpected ground conditions that required modification of the cutterhead in the tunnel, advance rates were good. The machine reached up to 380 m (1,250 ft) per month while mining in single 12-hour shifts per day. “It was a hard rock TBM, and it performed better than expected through hard rock,” said Zach West, Project Manager for S.J. Louis.
The challenges for the TBM and its crew were varied, explained West. “The pairing of this tunnel length, which is on the longer side, and the diameter, which is on the smaller side, is challenging. The survey in a small tunnel with tight radius curves and limited surface access for over two miles is very difficult.” He added that the shallow tunnel depth, and the alignment to within a few feet of sanitary lines, high-pressure gas mains, and fuel tanks for gas stations, made TBM guidance critical. “I would say that I am most proud of our ability to guide the machine successfully through these obstacles and into our retrieval shaft within our expected tolerances.”
Through one stretch, the tunnel advanced directly between a 30 cm (12 in) diameter, high-pressure gas main and fuel tanks for a gas station with limited as-built information. “Navigating this section took a great deal of coordination with the local utility companies. Because the tunnel diameter was too small for an automated guidance system, we manually surveyed the front of the machine at every push to ensure the machine was on track,” said West.
“I’m proud that they mined the longest tunnel to date for a small shielded gripper machine of this size without any safety issues. Kudos to their management philosophy and jobsite team,” said Tom Fuerst, Robbins Utility Tunneling Sales Manager. Robbins assisted the crew while in the tight 150 m (500 ft) curves and helped with modifications required to the cutterhead and disc cutter arrangement.
The tunnel is located in an environmentally sensitive aquifer, with ground conditions ranging from soft dolomite with clay to limestone from 13 to 68 MPa (2,000 to 10,000 psi) UCS. “While we tunneled through the softer material, our best advance rate was close to 0.9 m (3 ft) per hour. When we tunneled through the expected limestone, advance rates were over 5.2 m (17 ft) per hour. Our best day was 25 m (81 ft) in a single shift,” said West.
The majority of the tunnel used a simple two-rock-bolt pattern for support. In the last 10% of the tunnel, ribs and lagging were used as support. Final carrier pipe, which is now being installed, consists of 110 cm (42 in) diameter fiberglass pipe.
The successful project is part of a larger trend towards small diameter, TBM-driven rock tunnels in the United States, says Fuerst. “It is primarily due to demographics and business growth. The parts of the USA that are growing need to build out their sewer and water infrastructure. TBMs can mine long distances with tight curves. They can reduce the need for multiple shafts, which lowers the overall project cost. And, given that most small diameter pipelines follow a road or municipal right-of-way, traffic problems are reduced significantly compared with open cut operations.”
The Parmer Lane Wastewater Interceptor connects to two existing lift stations at Lake Creek and Rattan Creek. The tunnel allows for these lift stations to be decommissioned, and will provide additional flow capacity by gravity, reducing operating costs for the City of Austin.
Major Milestone for Delaware Aqueduct Repair as Robbins Single Shield Completes Excavation
Adapted from the official press release of the New York City Department of Environmental Protection (NYCDEP).
On Tuesday August 13, The New York City Department of Environmental Protection completed excavation of the Delaware Aqueduct Bypass Tunnel, a significant milestone in the USD $1 billion effort to repair leaks in the longest tunnel in the world. The moment happened at 6:51 a.m. when a tunnel boring machine broke through a wall of shale bedrock nearly 700 feet (210 m) beneath the Town of Wappinger in Dutchess County, New York, USA. Excavation of the tunnel was completed on budget and ahead of schedule.
“I want to congratulate the engineers, project managers and local laborers who steered us toward this milestone with considerable skill and precision,” DEP Commissioner Vincent Sapienza said. “Holing through is a major achievement for any tunneling project, especially one as large and complex as our repair of the Delaware Aqueduct. The moment is also a reminder that much work remains to be done as we move steadily toward completing this project in 2023 and ensuring the long-term reliability of the water supply system that sustains 9.6 million New Yorkers every day.”
The Delaware Aqueduct Bypass Tunnel is the largest repair project in the 177-year history of New York City’s water supply system. Its centerpiece is a 2.5-mile-long bypass tunnel that DEP is building 600 feet (180 m) under the Hudson River from Newburgh to Wappinger. When the project is finished in 2023, the bypass tunnel will be connected to structurally sound portions of the existing Delaware Aqueduct on either side of the Hudson River to convey water around a leaking section of the tunnel. The 85 mile (138 km) long Delaware Aqueduct, the longest tunnel in the world, typically conveys about half of New York City’s drinking water each day from reservoirs in the Catskills.
A massive Single Shield tunnel boring machine, manufactured by The Robbins Company in Solon, Ohio, USA, began to excavate the tunnel on Jan. 8, 2018. The tunneling machine mined 12,448 feet (3,794 m) during the 582 days that it pushed eastward from its starting point nearly 900 feet (270 m) below the surface in the Town of Newburgh in Orange County. According to data tracked by DEP, the machine excavated 89.8 linear feet (27.4 m) on its most productive day, 354.8 feet (108.1 m) during its best week, and 945 feet (288 m) during its most productive month. The tunnel boring machine excavated through three bedrock formations, starting with the Normanskill shale formation on the west side of the Hudson River, the Wappinger Group limestone formation, and finishing in the Mt. Merino shale formation on the east side of the river. The location and condition of these bedrock formations was well documented by New York City when it originally built the Delaware Aqueduct in the 1930s and 1940s. Engineers used that historical information to design the tunnel boring machine for the bypass tunnel and plan for its excavation.
As the tunnel boring machine forged ahead, it also lined the shale and limestone bedrock with precast rings of concrete. A total of 2,488 concrete rings were installed by the machine. Now that mining is finished, DEP will begin to install 16 foot (5 m) diameter steel liners inside the first layer of concrete. After the 230 steel liners are installed and welded together, they will be coated with a second layer of concrete. This “triple-pass” design will provide the bypass tunnel with structural stability and prevent leaks from occurring again in the future. During the excavation, the tunnel boring machine was driven, maintained and supported by dozens of local laborers who worked 24-hours, six days a week. They operated cranes, trucks and underground trains to collect the pulverized rock and haul it to the surface. They removed and replaced cutting discs on the front of the machine, and maintained the many complex systems that kept the tunnel boring machine functioning properly.
The Delaware Aqueduct Bypass Tunnel is the first tunnel built under the Hudson River since 1957, when the south tube of the Lincoln Tunnel was finished.
Background on the Delaware Aqueduct repair project
DEP has monitored two leaking sections of the Delaware Aqueduct – one in Newburgh, and the other in the Ulster County town of Wawarsing – since the early 1990s. The leaks release an estimated 20 million gallons (76 million liters) per day, about 95 percent of that escaping the tunnel through the leak near the Hudson River in Newburgh. DEP has continuously tested and monitored the leaks since 1992. The size of the cracks in the aqueduct and the rate of leakage have remained constant over that time.
In 2010, the City announced a plan to repair the aqueduct by building a bypass tunnel around the leaking section in Newburgh, and also by grouting closed the smaller leaks in Wawarsing. The project began in 2013 with the excavation of two vertical shafts in Newburgh and Wappinger to gain access to the subsurface. These shafts, 845 and 675 feet (258 and 206 m) deep respectively, were completed in 2017. Workers then built a large underground chamber at the bottom of the Newburgh shaft. That chamber has served as the staging area for assembly and operation of the tunnel boring machine, and as the location from which excavated rock is brought to the surface by underground trains and a large crane.
The existing Delaware Aqueduct will stay in service while the bypass tunnel is under construction. Once the bypass tunnel is nearly complete and water supply augmentation and conservation measures are in place, the existing tunnel will be taken out of service and excavation will begin to connect the bypass tunnel to structurally sound portions of the existing aqueduct. While the Delaware Aqueduct is shut down, work crews will also enter the aqueduct in Wawarsing to seal the small leaks there, roughly 35 miles (56 km) northwest of the bypass tunnel.
The project will mark the first time that the Delaware Aqueduct will be drained since 1958. In 2013, DEP installed new pumps inside a shaft at the lowest point of the Delaware Aqueduct to dewater the existing tunnel before it is connected to the new bypass tunnel. Those pumps will be tested several times before the tunnel is drained in 2022. The nine pumps are capable of removing a maximum of 80 million gallons (302 million liters) of water a day from the tunnel—more than quadruple the capacity of the pumps they replaced from the 1940s. The largest of the pumps are three vertical turbine pumps that each measure 23 feet (7 m) tall and weigh 9 US tons (8 metric tons).
Background on the tunnel boring machine “Nora”
The Delaware Aqueduct Bypass Tunnel was excavated by one of the world’s most advanced tunnel boring machines (TBM). The Robbins Single Shield TBM – which measures more than 470 feet (140 m) long and weighs upwards of 2.7 million pounds (1.2 million kg) – was named in honor of Nora Stanton Blatch Deforest Barney, a noted suffragist and the first woman in the United States to earn a college degree in civil engineering. Nora, who worked for the City’s as a draftsperson during the construction of Ashokan Reservoir, was also the first female member of the American Society of Civil Engineers.
The USD $30 million TBM arrived at the site in Newburgh in 2017. It was delivered in 22 pieces and took four months to assemble. The 21.6-foot (6.58 m) diameter TBM was built to withstand more than 30 bar of pressure. The machine needed to withstand high pressure because workers encountered huge inflows of water under immense pressure when the aqueduct was first built more than 70 years ago. The TBM was equipped with pumping equipment to remove up to 2,500 gallons (9,400 liters) of water per minute away from the tunnel as the machine pushed forward. The TBM was also outfitted with equipment to install and grout the concrete lining of the tunnel, and to convey pulverized rock to a system of railroad cars that followed the TBM as it worked. The railroad cars regularly traveled back and forth between the TBM and the bottom of Shaft 5B in Newburgh, delivering workers, equipment and rock between the two locations.
3 Ways to Bore More Efficiently in Extremely Hard Rock: Maximize your TBM Advance through Minimized Downtime
When the rock seems unbreakable, stresses are multiplied: The cutters must be stronger, the TBM more durable, and the operation optimized to keep equipment running smoothly. Once rock hardness rises beyond 180 to 200 MPa UCS, the limits of cutting tools are put to the test.
Given the clear risks of excavating massive, hard rock, how can tunnellers set themselves up for the best possible chance of success? The combination of knowledgeable personnel, properly designed equipment, and rigorous TBM operation and maintenance are making excavation of hard rock—even extremely hard rock strengths of 300 MPa UCS or more—possible.
1: Consider your Cutting Tools
Cutters are a significant factor for efficient excavation when rock is extremely hard. To that end, Robbins has developed Extra Heavy Duty (XHD) rings for projects where Heavy Duty (HD) rings are close to their design limit in terms of the thrust force required to break the rock. The XHD rings resist chipping, mushrooming, and other damage that can occur in very hard rock conditions. Enhanced heat treatment gives the discs increased hardness and strength without the normally-associated reduction in fracture toughness.
The rings have a proven track record: they’ve been put to the test at several jobsites, including Norway’s Røssåga headrace tunnel bored in rock from 200 to 280 MPa UCS. Initially, HD cutters mounted on the Main Beam TBM’s cutterhead experienced low cutter life in the range of 100 to 150 cubic meters bored per cutter. XHD rings were gradually introduced onto the cutterhead to determine what, if any improvement in cutter life could be obtained. It is likely that the performance in the very hard sections was improved by a minimum of 25%. The benefits of the XHD are also likely to explain the superior cutter life for the remainder of the project, even in the relatively softer ground.

The rock at Norway’s Røssåga headrace tunnel averaged from 200 to 280 MPa UCS, requiring XHD rings.
2: Optimize Penetration Rate
Harder rock requires equipment that can stand up to high stresses. Penetration rate and thrust are exponential functions. The first rule is: Push as hard as you can. The more thrust the better. A machine with a robust steel structure is needed to take the higher loads without damage.
But penetration rate is trickier: The overall goal in hard rock should be to operate TBMs as efficiently as possible to maximize production. This means increasing penetration per revolution as much as possible. Consumption of cutterhead wear parts is related to the number of revolutions of the cutterhead, so it follows that increased penetration per revolution will result in fewer total revolutions of the cutterhead, reduced consumption of wear parts and fewer cutter changes for the duration of the tunnel.
The TBM Operator should therefore be looking for the best advance at the lowest RPM, because lower RPM reduces wear on the outer cutters and periphery of the cutterhead. Robbins has conducted site tests at multiple sites over several years showing that a lower RPM achieves the same and often better penetration rates than a higher RPM in hard rock. This can be clearly seen in the data: For example, on an 8 m diameter cutterhead, the circumference is 25.12 m. At 10 RPM during TBM operation, this would mean 251.2 m of travel in one minute. If the speed is reduced to 8 RPM, the distance would be 200.9 m of rotation—a full 50 m less in one minute. That is 3000 m less per hour, reducing wear substantially.
Malaysia’s Pahang Selangor Water Tunnel was a good example of this phenomenon. What is now the longest tunnel in Southeast Asia, at 44.6 km, required excavation using three 5.2 m diameter Main Beam TBMs mounted with 19-inch disc cutters. The machines operated in abrasive granitic rock exceeding 200 MPa UCS, up to 1,200 m below the Titiwangsa Mountain Range. RPM trials were conducted on the three TBMs, showing that an increase in penetration rate per revolution of 15 to 20 percent could be achieved by decreasing the RPM from between 11.5 and 12 to just 9.5. While the overall advance rate was lower because of fewer revolutions, downtime was decreased and cutter changes were reduced by as much as 19%. The overall time savings more than made up for the decreased advance rate.
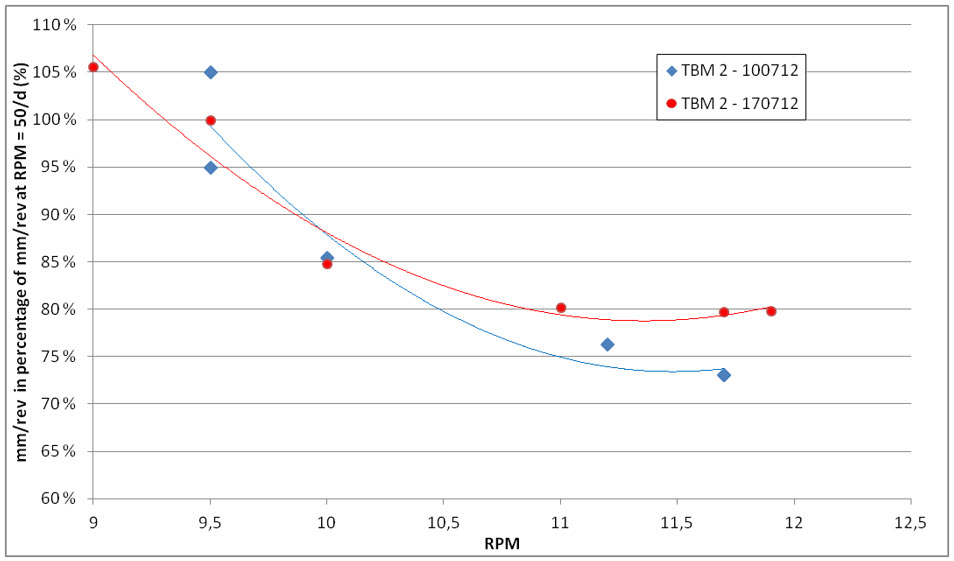
In site tests, reduced RPM resulted in increased TBM penetration rates.
3: Your Crew is the Key
Knowledgeable operators are key in hard rock: there needs to be a balance between cutterhead speed and thrust force. An experienced TBM Operator will be able to identify when ground conditions change and react accordingly. In addition, knowledgeable operators know how to react if varying rock strengths are present in the excavation face. The most effective way to prevent impact loading in such conditions is to reduce cutterhead speed and penetration rate per revolution.
Maintenance is another key point and is especially important for extremely hard rock conditions. At the start of a project it is recommended to set a maintenance period for each day, say four hours out of each 24-hour period, which enables the crews to become familiar with the maintenance regime. This equates to approximately 24 hours of maintenance in a 6-day working week. Cutter change time can take up substantially more than four hours per day in hard rock tunnels, so once the crews are familiar with the maintenance tasks they are best carried out concurrently with cutter change operations.
Cutterhead inspections should be carried out on a regular basis to enable worn, damaged or blocked cutters to be replaced as soon as possible. Boring with even one blocked cutter can result in a cascading type wipe-out, which will progress rapidly in a chain reaction effect through multiple cutters if not immediately recognized. In hard rock this can also result in damage to the cutterhead over the course of just a couple of boring strokes. The same applies to the inspection of the bucket lips—these should be performed regularly and the bucket lips kept in good condition.

A crew member inspects a TBM cutterhead.
The Takeaways
Overall, ensuring success in some of the most difficult rock in the world requires pre-planning with proper machine design, good cooperation by all parties involved, a knowledgeable crew, and dedicated maintenance. More than that, it also takes some experimentation on the part of the contractor or those overseeing the TBM operation. Contractors can look at different cutter types and test the parameters of TBM operation, do regular penetration tests, vary the RPM, and vary the thrust to see what gets the best cutter life and the best TBM performance. Taking the time to do such testing can make all the difference between a successful project and an unsuccessful one.
Lastly, new and innovative cutter designs and housing designs exist for extremely hard rock. Consider XHD cutter rings, cutter mountings with hardened replaceable seats, and other designs that may be in development or available for testing.
ATC 2019
Event Name: Australian Tunnelling Conference (ATC)
Dates: October 14-15, 2019
Location: Sydney, Australia
Venue: Aerial UTS Function Centre
Join The Robbins Company in sunny Sydney, Australia for the Australian Tunnelling Conference (ATC). The conference will be held from October 14 through 15. During that time you can find us at stand 8—we hope to see you there!